型鍛造(かた たんぞう)について
川上鉄工所は熱間型鍛造(ねっかん かた たんぞう)の 専門メーカーです!
熱間鍛造とは、金属材料を加熱して加工する方法です。
加熱温度は約1,100~1,250℃(参考値のため鋼種によって異なります)の高温に加熱し、金属を柔らかい状態にしてからハンマーまたはプレス機で打撃し製品形状に近づけます。
ちなみに、鍛造は、鍛造温度に応じて以下のように分類されます。
| 鍛造工法 | 特徴 |
|
熱間鍛造 (ねっかんたんぞう) |
材料を再結晶温度以上の温度に加熱し鍛造を行う方法です。大型品の鍛造は、変形抵抗を小さくし、微細組織を得るために、熱間で(つまり高温に加熱して)行われることが多いです。英語表記:hot forging |
|
冷間鍛造 (れいかんたんぞう) |
室温付近の温度で鍛造を行う方法です。スケール(材料加熱時に発生する酸化鉄)が発生しないため、寸法精度が高く、表面肌が滑らかな鍛造品の成形が可能です。英語表記:cold forging |
|
温間鍛造 (おんかんたんぞう) |
熱間と冷間の中間の温度域で行う鍛造方法です。冷間鍛造よりも複雑な成形が可能です。英語表記:warm forging |
JIS規格(日本産業規格)に、鍛造とは「工具,金型などを用い,固体材料の一部又は全体を圧縮又は打撃することによって,成形及び鍛錬を行うこと」と定義されています。
つまり、鍛造には「成形」と「鍛錬」の両方の要素が含まれています。
また、熱間鍛造は金属材料の「成形」と「鍛錬」にともなう体積移動(肉の流れ)により、金属繊維の流れ(鍛流線(たんりゅうせん)・ファイバーフロー)が一方向に整うため、高強度が求められる部品に適した加工方法になります。
型鍛造(英語表記:closed die forging)のメリット
1.材料の節約ができる
川上鉄工所では、材料の節約に注力しております
本型打ちの前工程にエアーハンマを配置し、予備成形として鍛伸を行うことにより、本型打ち時に不要なバリが生じず、製品歩留まりが大きく向上し、85%強の高歩留りを達成しています。(歩留まり(ぶどまり):バリを含まない鍛造品の質量を,それを作るために投入した材料の重量で除した値。数字が大きい程、無駄になる材料が少ないことを表す。百分率で示されることが多い)
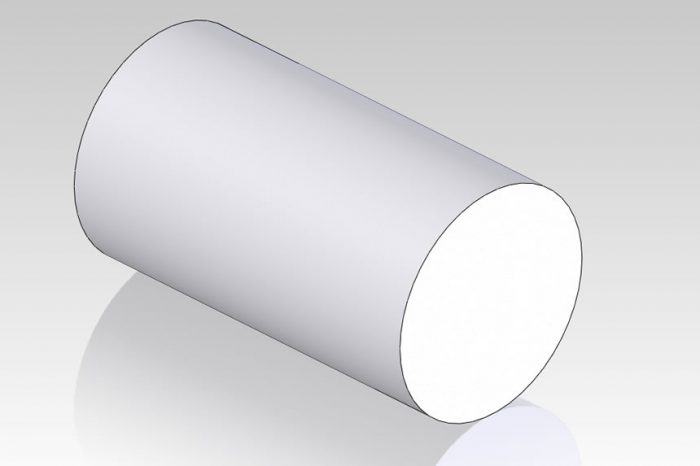
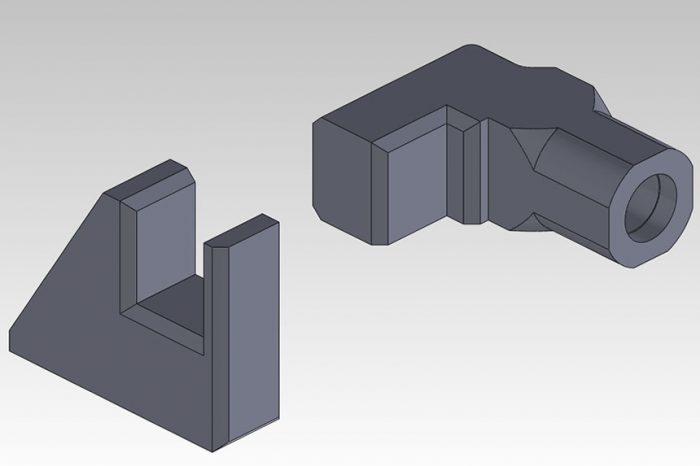
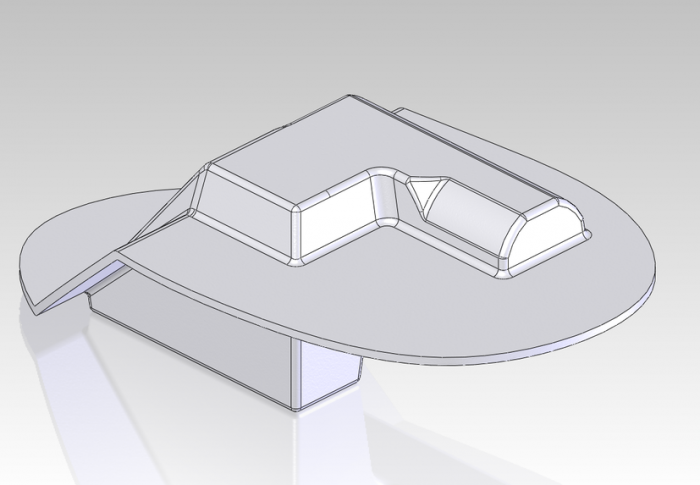
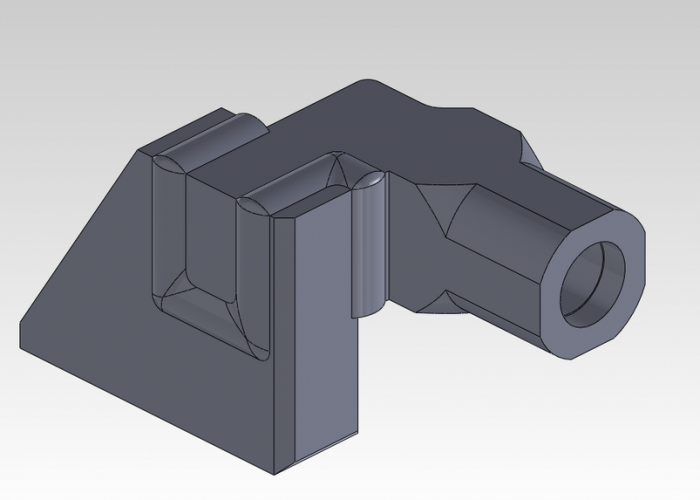
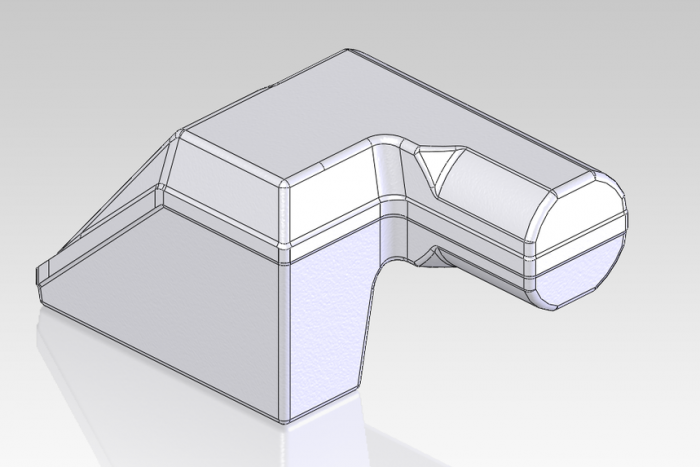
2.溶接・組立て工程を省略できる(部品の一体化)
下の図は溶接・組立て工程の省略(部品の一体化)の参考例です。
 |
 |
 |
 |
 |
 |
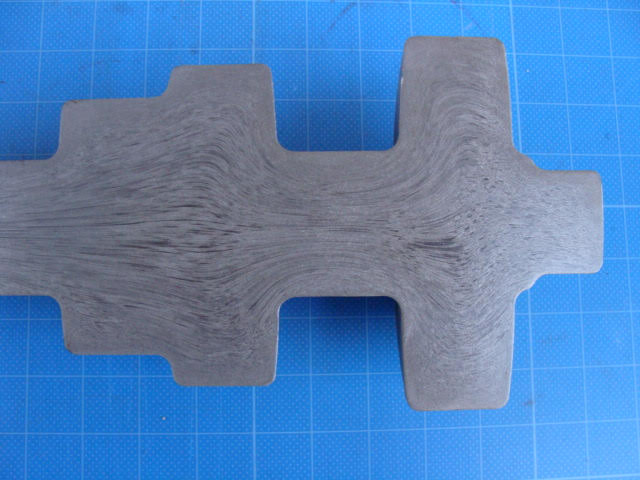
3.製品の形状に沿った鍛流線(ファイバーフロー)が得られる
鍛流線(たんりゅうせん)とは
鍛流線(たんりゅうせん)とは金属を鍛造した際にできる繊維状の金属組織の流れのことを言い、ファイバーフローとも呼ばれます。
鍛造品の強さの秘密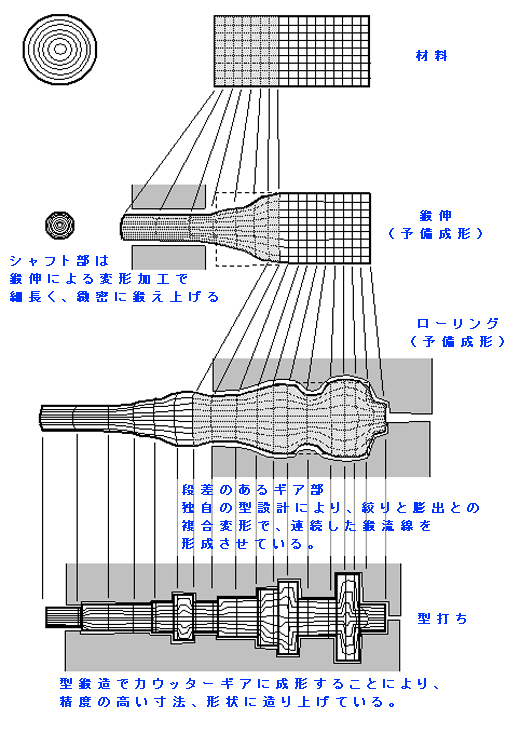
 鍛流線(たんりゅうせん)
鍛流線(たんりゅうせん)
4.材料の組織が密となり、内部欠陥がない
5.最終形状に近い形になるので後工程の切削工程が省略できる(取り代の低減)
6.部品の軽量化ができ機械的性質(引張強さ・硬さ)が向上する
7.寸法のばらつきが少なく、最終形状に近い形状に成形でき大量生産できる
などがあげられます。
型鍛造(かたたんぞう)の工程説明動画
型鍛造の工程を動画でご覧いただけます。
川上鉄工所は、自動車部品・建設機械部品・農業機械部品・工作機械部品等、幅広いフィールドでその技術力を発揮しております。特に、カウンターギアー・ケーシングハブ・ナックル等の自動車部品は半世紀にも及ぶ知識と実績を蓄積し、今尚、自動車メーカー各社より品質面を含め高い評価を頂いております。
さらに川上鉄工所はものづくりマイスター、鍛造技能士、熱処理技能士、機械加工技能士が多数在籍しています。
金型(かながた)の名称
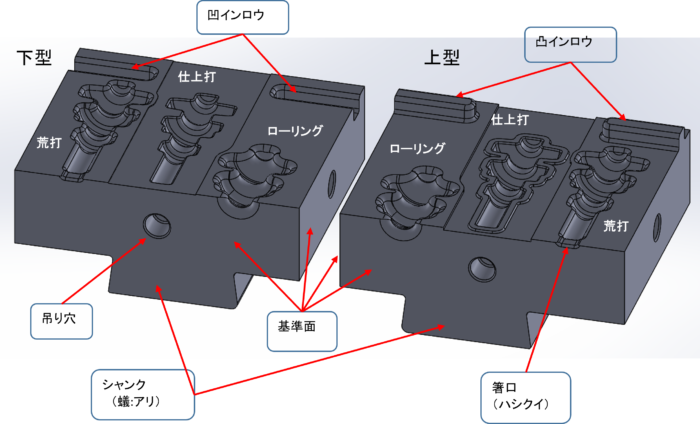
金型の設計、製作は自社で行っております。
自社製作ですので、お客様の仕様変更に素早く柔軟に対応することが可能です。金型のみの製作もお手伝いさせて頂いておりますので、お気軽にご相談ください。