チタン鍛造
Contents
チタン鍛造は、その優れた特性から航空宇宙、医療、スポーツなど、多岐にわたる分野で注目されています。
しかし、チタンの加工は高度な技術を要し、その特性を最大限に引き出すには専門知識が不可欠です。この記事では、チタン鍛造のメリット、留意点、製造工程を網羅的に解説します。
熱間鍛造とは、金属材料を再結晶温度以上に加熱後、圧力をかけて成形する加工方法です。
高温下で成形するため、熱間鍛造では、複雑な形状や大型部品などの成形が可能です。
また、鍛錬効果により製品強度が上がる点が大きな利点です。
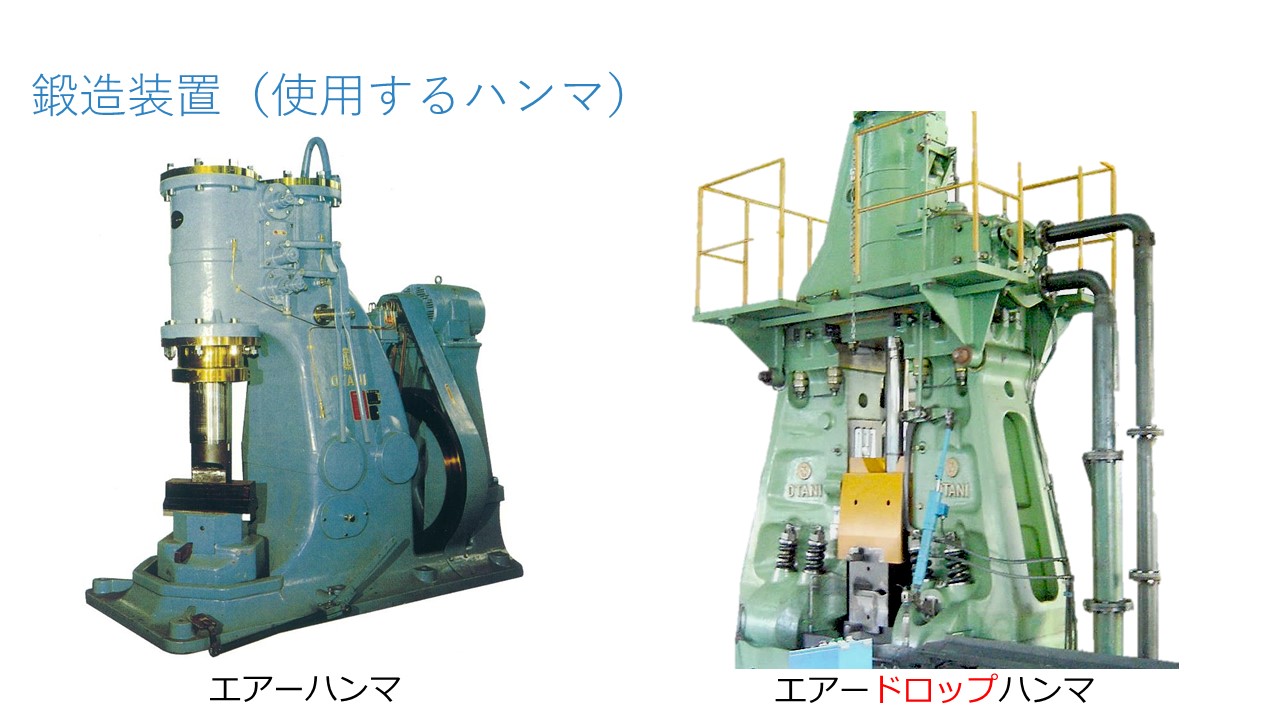
川上鉄工所の熱間鍛造の大きな特徴は、エアハンマとエアドロップハンマを組み合わせることで、高い歩留まり率を実現している点にあります。
エアーハンマとエアードロップハンマの併用で歩留りを向上した事例
チタン材の規格品、定尺品が手に入らないので、汎用材を普段使っている規格品に成形してほしい。
そんなお困り事を解決いたします。
【この記事に関連する用語の解説】
チタン合金:チタンにアルミニウムやバナジウムなどの元素を添加し、強度や耐熱性を向上させた材料。
鍛造:金属を加熱し、ハンマーやプレスで圧力を加えて成形する加工方法。
熱処理:金属の組織を変化させ、強度や靭性を向上させる処理。
1. チタンの特性と用途例
チタンにはさまざまな優れた特性があり、多くの産業分野で活用されている素材です。
チタンはどんなときに錆びるのか?-チタンが錆びる原因と科学的メカニズム
チタンは、その高い強度と耐食性の一方で、熱伝導率の低さや反応性の高さから加工が難しい素材です。特に鍛造においては、温度管理や加工速度の調整が重要となり、高度な技術と経験が求められます。当社では、長年の経験と独自の技術により、チタンの特性を最大限に引き出す鍛造を実現しています。チタンの特性は次の4点が挙げられます。
(1)軽量で強い
チタンの一番の特徴は「軽くて強い」ことです。チタンの重さ(比重)は鉄の約56%と非常に軽いです。同時に、強さ(引張強度)は一般的な鉄よりも高く、約1400メガパスカル(MPa)にも達します。
この性質を「比強度:ひきょうど」と呼びます。比強度とは、材料の強度(引張強さ)をその材料の密度(比重)で割った値です。軽量かつ高い強度を持つ材料は比強度が高いと言えます。(チタン合金は約500℃まで実用金属中、最大の比強度を示します)
例えば、大型化、高速化する航空機の部品には、軽くて強い材料が求められます。チタンを使うことで機体を軽量化させつつ、同時に強度を確保することが可能です。また、建材の分野でも軽くて強いという特性以外に、耐食性や意匠性に加え熱膨張係数が小さくコンクリートやガラスなどの材料と親和性が良いなどの理由から屋根や外壁を中心に使われています。
(2)錆びにくい耐食性
次に注目したいのが、チタンの「錆びにくさ」です。通常、金属は空気中の酸素や水分と反応して錆びてしまいますが、チタンは違います。
その理由は、チタンの表面に「酸化被膜(不動態被膜)」という薄い膜が自然にできるからです。この膜が酸素や水分から金属を守り、錆びるのを防いでくれます。特に、海水のような腐食環境でもチタンは白金に匹敵する優れた耐食性を示すため、船舶や潜水艦、海洋構造物に使われています。また、海水淡水化装置、臨海火力・原子力発電所などの熱交換器にチタンが使われています。
(3)人体に対して安全=人体に優しい生体適合性
金属アレルギーという言葉をご存じでしょうか。チタンは「人体に優しい」という特徴も持っています。これを「生体適合性」と呼びます。
生体適合性とは、人体の組織とよく馴染み、アレルギー反応を引き起こしにくい性質のことです。そのため、人工骨や人工関節、歯科用インプラントなど、医療分野で広く使われています。
ちなみに、医療用途では、不純物の少ない Ti-6Al-4V ELI(イーエルアイ:Extra Low Interstitial)が使用されます。
ELIチタンについて
ELIチタンとは?
Extra Low Interstitial(特に低い侵入型元素)チタンの包括的解説
💎ELIの定義と意義
ELIとは「Extra Low Interstitial」の略で、標準グレードと比較して侵入型元素の含有量が意図的に低減されたチタン合金グレードです。Ti-6Al-4V ELI(Grade 23)として、医療・航空宇宙分野で高品質のチタン材料として位置づけられています。
「侵入型元素」とは、チタンの結晶格子間の隙間位置に存在する小さな原子のことで、「置換型元素」とは、チタン原子と入れ替わって格子位置を占める原子のことです。いずれも微量でもチタン合金の機械的特性に深刻な影響を及ぼします。ELI材は、侵入型元素(O、N、C、H)および一部の置換型元素(Fe)を低減することで、優れた延性と破壊靭性を実現しています。
🏆 重要なポイント:単なる「高純度化」ではなく、特定の性能向上を目的とした意図的な「精製」です。
化学組成の違い
Grade 23(ELI)vs Grade 5(標準)の詳細比較
侵入型・置換型元素含有量の厳格な管理
| 元素 | Grade 23 (ELI) 最大値 | Grade 5 (標準) 最大値 | 影響 |
|---|---|---|---|
| 酸素 (O) | 0.13% | 0.20% | 靭性・延性の大幅向上 |
| 鉄 (Fe)※置換型 | 0.25% | 0.30% | β安定化 |
| 窒素 (N) | 0.05% | 0.05% | 成形性向上 |
| 炭素 (C) | 0.08% | 0.08-0.10% | 靭性確保 |
| 水素 (H) | 0.0125% | 0.015% | 水素脆化防止 |
特に酸素含有量の低減(0.20% → 0.13%)が、ELIの優れた特性を決定づける重要因子です。ELIは若干の強度低下(侵入型元素による固溶強化の減少)と引き換えに、大幅な靭性・延性向上を実現しています。
機械的特性の優位性
ELIチタンが選ばれる理由となる卓越した特性
✅引張・降伏強度
引張強度: 最小860 MPa
降伏強度: 最小795 MPa
(参考:ASTM F136)
✅破壊靭性(壊れにくさ)
亀裂に対する抵抗力
小さな傷があっても急激な破壊を起こしにくい
✅疲労強度(繰り返し耐久性)
繰り返し荷重への耐性
何万回もの負荷に耐える耐久力
✅ELI特有の品質特性
侵入型元素の低減により
標準グレードを上回る延性・靭性を
実現
(4)熱や電気への耐性
チタンは熱伝導率が低く、高温環境に耐性を持つ一方で、電気抵抗が高いという特性もあります。(純チタンはSUS304よりやや低い)
航空宇宙産業では、例えば、ロケットエンジンや航空機エンジンの部品は過酷な温度変化や強い圧力に耐える必要があります。そのため、高温環境に耐性を持ち、電気抵抗が高いチタンが使用されています。
熱伝導率について解説します
💡 熱伝導率とは?
熱伝導率とは、投入した熱量(使用する熱量)に対して、実際に材料内部へ伝わった部分の効率を表します。熱伝導率が高いとは、熱が素早く材料全体に広がり、均一に温まるが、熱も逃げやすいことを意味します。
つまり、熱伝導率が低い = 熱が伝わりにくい = 断熱効果が高い
熱伝導率 = 材料を通過する熱流量 ÷ (温度勾配 × 断面積) [W/(m·K)]
例えば、同じ熱源で加熱した場合、銅は素早く全体が温まり、樹脂はゆっくりと温まります。これが熱伝導率の違いです。
製造業、特に鍛造業界において熱伝導率の理解は、加熱効率向上と品質安定化の両面で重要な指標です。
🏆 川上鉄工所の実績:材料特性を活かした熱管理を行っています。
| チタンの特性 | 用途例 |
| (1)軽量で強い | 航空機部品、建材(屋根や外壁) |
| (2)錆びにくい耐食性 | 船舶や潜水艦、海洋構造物 熱交換器 |
| (3)人体に対して安全=人体に優しい生体適合性 | 人工骨や人工関節、歯科用インプラントなどの医療分野 |
| (4)熱や電気への耐性 | 航空宇宙産業分野 |
(5)その他の特性
・熱膨張係数が小さく、SUS304の約1/2で、ガラスやコンクリートとほぼ同等
・ヤング率が小さく、鉄、ステンレス鋼の1/2
・チタンならびにチタン合金はどちらも非磁性
川上鉄工所では医療分野や工具のチタン鍛造品の製造実績があります。さらに、材料サイズを鍛造で変える(例えば、丸棒から板材を製作する、径の太い丸棒を鍛伸によって細く長くするなど)ご依頼にも対応可能です。
2. 川上鉄工所のチタン鍛造のメリット
川上鉄工所では、チタンの特性を最大限に活かす鍛造技術を提供しています。チタンの鍛造には、特に以下のメリットがあります。
(1)材料の有効活用
鍛造では、材料を完成形状に近い形状に加工できるため、切削加工に伴う削り代を削減できます。削り代の削減は、材料の有効活用に繋がります。材料の歩留まり向上により、高価なチタン材料を効率的に使用することが可能です。
(2)薄肉化による軽量化
比強度が高いチタンは、製品を薄肉化することで軽量化を実現できます。例えば、航空機や医療機器の部品において、性能を損なわずに重量を削減できます。
(3)在庫管理の効率化
汎用材料を必要に応じたサイズに鍛造することで、在庫管理を簡素化できます。例えば、Φ100の丸棒を在庫しておけば、鍛造でΦ50やΦ40のサイズに対応することが可能です。鍛造では、完成形状に近い成形が可能であり、これは切削加工時間の短縮にもつながります。
3. チタン鍛造における留意点
チタン鍛造では、以下の点に注意が必要です。
(1)鍛造可能温度の管理
「64チタン」(Ti-6Al-4V)は加熱温度の管理が非常に重要です。加熱温度が高すぎると目的の組織が得られず、低すぎると変形抵抗が増加するため、適切な温度設定が求められます。
(2)合金元素のばらつき
同じ規格のチタン材であっても、合金元素の量により鍛造温度を調整する必要があります。そのため、最適な鍛造方案の策定が不可欠です。
(3)熱伝導率と加工発熱量
チタンは熱伝導率が低く、加工時の発熱量が大きいため、以下の課題が発生します。
・局所的な温度上昇が材質の劣化を引き起こす可能性がある。
・金型と接触する材料表面が急速に冷却され、材料割れの原因になることがある。
川上鉄工所では、岡山県工業技術センターをはじめとした外部専門家の助言を活用し、鍛造シミュレーション技術の導入を推進しつつ、これらの課題に対応し、チタン鍛造の高度化を進めております。
4. チタン鍛造の製造工程
チタン鍛造の製造工程は以下の通りです。
| 工程 | 工程内容 |
| ①材料切断 | 適切な長さに鋼材を切断します |
| ②加熱 | 電気炉を用いて所定の温度まで加熱します |
| ③鍛造 | 製品形状が彫刻された金型を用いて鍛造します |
| ④ショットブラスト | 表面処理 |
| ⑤外観検査 | キズや欠肉はないか、寸法は図面規格内かなどを検査します |
ご要望に応じて、鍛造後に熱処理を行うことも可能です。
また、各種試験(引試試験など)をご希望される場合は弊社より、外注依頼させていただくことも可能です。
数量は、1本からご注文いただけます。
5. チタン鍛造の製品製造の流れ
お問合せいただきましたら、打合せさせていただき、概算見積を確認いただいた上で、まず製品の試作を行います。試作品をご確認いただいた後に再度、詳細な打合せをさせていただいて、製品の製造を行っています。ご来社いただいて、事前に設備を確認いただくことも可能です。
6. ご依頼から製品のお届けまでの流れ
1 お問い合わせ
お問い合わせページもしくはお電話で、お気軽にご相談ください。もちろん、「お問い合わせだけ」も大歓迎です。見積もり依頼やご質問への回答は、図面があれば、より正確にお答えできます。図面以外にもどのような材質か、数量は何個か(毎月必要な数量か、一括で納めてほしい数量か)についても教えてください。
2 お見積もり
図面を確認し、当社の設備で対応可能か、検討致します。その後、お見積り書をご提出させて頂きます。
3 打ち合わせ
綿密な打ち合わせでご要望などをしっかりお伺いさせて頂きます。何でもお気軽にご相談ください。ハンマーなどの鍛造時に使用する機械設備もご確認頂けます。
4 金型設計と製作
十分に社内検討を重ねた上で、鍛造工法を決定し、CADにて金型を設計します。設計完了後は金型材を発注し、金型製作がはじまります。
5 試作
試作により材料(鋼材)の切断寸法などを決定し、鍛造品の品質(厚みなどの寸法やキズの発生有無など)を確認します。ご要望があれば、試作品をお客様にお渡しすることも可能です。
6 量産
ご注文のロット数を鍛造します。見積書の内容にもよりますが、例えば各種熱処理(鉄系に限って言えば、焼準、焼鈍、調質など)や、ショットブラストによる表面処理、穴あけや荒加工(レース加工)といった後工程も可能です。
7 検品、納品
検査基準書に基づき、検査を行います。重要保安部品には磁気探傷検査を実施します。また納品は自社便、もしくは流通業者に依頼し、お客様のもとへ製品をお届けします。
7. 確かな実績、安全な製品をお届けします
川上鉄工所は、鍛造技能士、熱処理技能士、機械加工技能士の資格保有者が多数在籍しております。またマツダ株式会社様から品質保証優良認定を受けており、ISO9001、ISO14001の認証も取得しております。
引用元:厚生労働省_鍛造技能士とは
 |
 |
材質や予定数量、納品形態・納期などもお知らせください。図面があればよりスムーズです。詳細が未定な場合や、検討中の場合は、オンライン面談などで、状況をお聞かせいただいて、こちらからご提案させていただくことも可能です。
チタンの鍛造をご検討されている場合は以下からお問合せをお願いいたします。