温度管理で変わる!ステンレス熱間鍛造の品質とコスト最適化の秘訣
Contents
1.ステンレス鋼の熱間鍛造とは?-なぜ重要な加工法なのか
ステンレス鋼は、優れた耐食性や強度、美しい外観などの点で優位性のある金属材料です。そのため、食品機械・医療機械・化学・建築・自動車などの分野で広く使用されています。
このような用途で複雑形状や高強度が求められる場合、「熱間鍛造」は有効な加工方法です。熱間鍛造により結晶粒が微細化され、強度・靭性の向上が期待できるためです。
2.なぜ温度管理がステンレス鍛造のカギを握るのか?
ステンレス鋼には多くの種類があり、それぞれに適した加工温度(鍛造温度)域が存在します。そのため、温度管理はステンレス鍛造の成功を左右する重要な要素となります。
炭素量の多い材料は、鍛造時に「焼き付き」や「表面キズ」といった不具合が起きやすくなります。焼き付きとは、加熱された材料が金型に接触した際、強い摩擦や局所的な溶着が起こり、材料の表面が荒れてしまう現象です。ひどい場合には、金型自体にもダメージが及びます。
鍛造中は、材料が金型内で大きく変形するため、材料と金型の間に強い摩擦が生じやすくなります。その結果、摩擦によって材料の表面にすり傷や損傷が発生し、不良の原因となることがあります。状況によっては、材料側だけでなく、金型の表面にも影響が及ぶことがあり、金型の寿命低下につながるケースもあります。
たとえば、炭素量が多い材料は、鍛造に適した加熱温度域が狭いため、加熱条件の管理が非常に重要になります。S10C(炭素量約0.10%)とS45C(炭素量約0.45%)を比べると、S45Cのほうが高温での扱いにシビアな管理が必要になります。
また、加熱の仕方によっては、酸化皮膜(スケール)がしっかり形成されないまま、材料と金型とこすれ合うことになり、焼き付きのリスクを高める原因になります。
さらに注意したいのが、オーバーヒート(加熱しすぎ)の状態です。オーバーヒートした材料は、組織が劣化し、材料の強度が著しく低下します。詳しくは、【鍛造品の品質管理で重要なことは?鍛造品の代表的な不良、鍛造三悪とは】をご覧ください。
本来、オーバーヒートした材料は鍛造してはいけません。そのため当社では、現場でポカヨケ(機械的な流出防止)によって、次工程に流れないよう管理しています。
それでも万が一、オーバーヒート材が加工されてしまった場合、表面にクラックのようなキズが現れることがあります。現場ではこれを「材料が割れた」と表現することがありますが、これは単に外見的な「割れ」を指している場合もありますし、内部組織が劣化している可能性を含んでいる場合もあります。オーバーヒートの度合いにもよりますが、こうした表現にはしばしば、表面と内部両方の現象が含まれます。
こうした不具合を防ぐには、温度管理を中心とした材料ごとの加熱温度と加熱時間の管理、そして現場での監視や排除の仕組みが欠かせません。加えて、温度管理では材料だけでなく、金型自体の温度や潤滑剤の使用状況も重要な要素です。
✅ 豆知識
💡 炭素量と鋼の名前の関係って?
機械構造用炭素鋼(S10CやS45Cなど)の『10』『45』は、それぞれ炭素含有率を100分率で表しています。たとえば、S10Cの『10』は0.10%を意味し、S45Cの『45』は0.45%を意味しています。数字が大きいほど、硬くて割れやすくなる性質があります。
ステンレス鋼の主な種類としては、オーステナイト系、フェライト系、マルテンサイト系、析出硬化系、二相系などがあり、それぞれに応じた温度制御が求められます。
表1 【参考】各種ステンレス鋼の鍛造温度
| 種類 | 鋼種 | 加熱温度 | 鍛造終了温度 |
|---|---|---|---|
| フェライト系 | SUS430 | 1050~1120℃ | 800℃ |
| マルテンサイト系 | SUS403 | 1120~1180℃ | 870~930℃ |
| オーステナイト系 | SUS304 | 1180~1210℃ | 870~930℃ |
出典:鍛造技術講座 製造技術編
3.温度がズレると何が起こるのか?-不適切な温度管理による問題点
熱間鍛造において、材料が適正な温度で鍛造されるかどうかは、最終製品の性能や品質、さらにはコスト・納期にまで直結する重要な要素です。
温度が高すぎると、結晶粒が粗大化し脆化するという問題があります。逆に、温度が低すぎれば、結晶粒の粗大化を抑制できますが、十分な成形ができません。また、不均一な加熱も局所的な欠陥につながるリスクがあります。
具体的には、温度管理が不適切であると、以下のような問題が生じます。
ステンレス鍛造の温度管理はこちらのページも参照してください → 【まとめサイト】ステンレス鍛造について
(1)過熱(オーバーヒート)
オーバーヒートは鍛造三悪として数えられるほど重大な品質不具合を引き起こします。結晶粒が粗大化した鍛造品は、最終製品の機械的性質を著しく低下させます。
- ステンレスを過度に加熱すると、表面が酸化してスケール(酸化皮膜)が厚くなり、後工程での除去が困難になる
- 特定のステンレス鋼では析出物の形成を促進し、耐食性の劣化を招く恐れがある
(2)温度が低すぎる場合
鍛造開始温度が低すぎると、ステンレスの塑性(変形しやすさ)が不足し、鍛造成形が困難になります。特にオーステナイト系ステンレスは低温に弱く、脆性破壊を引き起こす可能性が高まります。
また、加工に必要な荷重が増大し、金型やハンマ設備への負担も大きくなるため、経済的にも不利になります。ただし、低温加工には結晶粒の成長を抑制する利点もあります。
(3)温度ムラがある場合(不均一な加熱)
素材全体が均一に加熱されていないと、局所的に温度差が生じ、一部が過熱し、他の部分が十分に加熱されない状態となります。このような熱的不均一は、鍛造時の変形挙動にばらつきをもたらし、変形ムラや熱応力の集中といった不具合の原因になります。
この加熱ムラを防ぐためには、加熱方式の選定も重要です。
たとえば、ウチノ製のインダクションヒーターには、素材全体を均一に加熱するタイプと、必要な部位だけを効率的に加熱する部分加熱タイプがあります。
インダクションヒーター(誘導加熱装置)は、電磁誘導の原理を利用して金属を加熱する装置です。 コイルに高周波電流を流すことで金属内部に渦電流が発生し、その抵抗によって素材自体が発熱します。 非接触で、短時間かつ局所的に加熱できるのが大きな特長です。
部分加熱方式は、加熱範囲が限定されている分、電気使用量が抑えやすく、エネルギーコスト(原単位)の低減に効果があります。 一方、全体加熱方式は温度ムラが生じにくく、加熱温度の管理が容易なため、大量ロットで温度精度や均一性が求められる場面に適しています。 詳しくは株式会社ウチノの 公式サイトをご参照ください。
均一な加熱を実現するためには、加熱時間の最適化に加え、加熱炉内(コイル)における温度分布の均一性も重要です。特に、コイル径と材料径の差(これを「エアギャップ」と呼びます)は、加熱効率や熱の伝わり方に大きく影響します。さらに、加熱後の材料を極力冷やさず、いかに短時間で次工程(鍛造)に送るかも、品質と作業効率を左右する重要なポイントになります。
✅ 実験紹介
 |
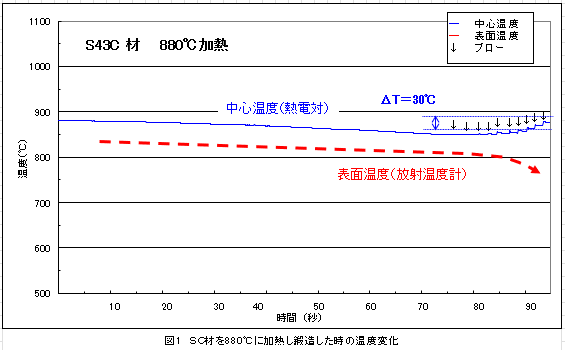 |
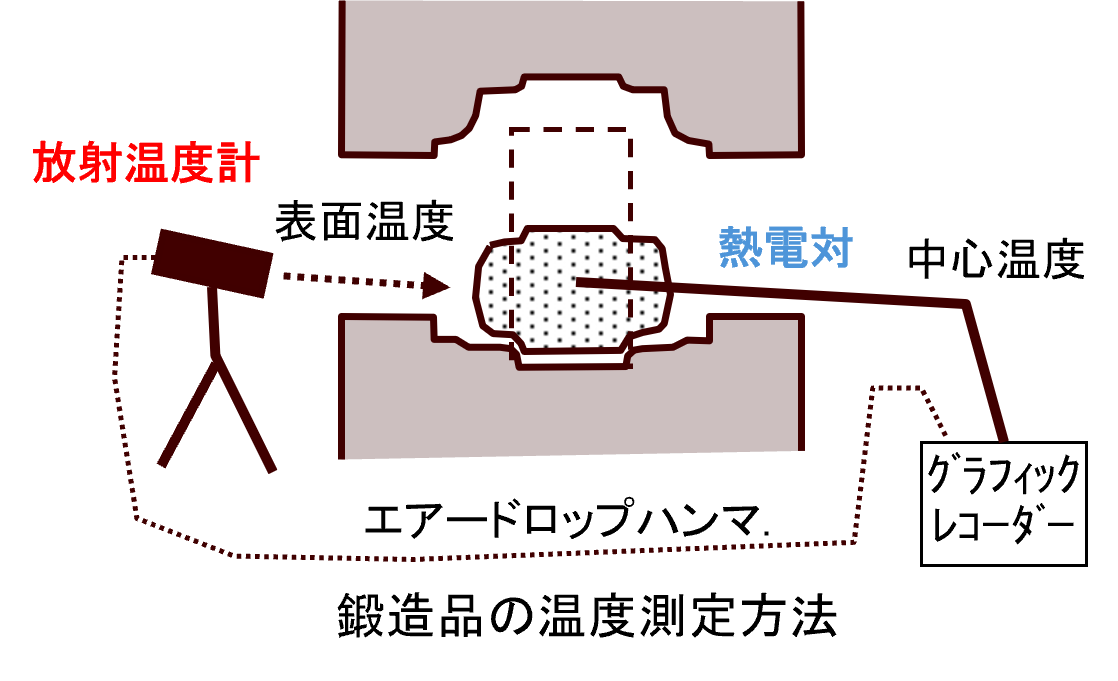
参考として、上の図は、S43C材を880℃に加熱した時、熱電対を材料(鍛造品)の中心に埋め込み、さらに放射温度計で鍛造品の表面温度を計測し、型鍛造中における鍛造品の温度変化を計測したものです。鍛造時の打撃毎に上金型が降下し、鍛造品が見えなくなる状況下で、鍛造品の表面温度を放射温度計で測定しています。そのため、測定した温度が打撃毎に温度が変動するものの、表面温度は、赤い破線で示す温度カーブで表すことができました。表面温度は、打撃による加工昇温が顕著でなく、若干の温度上昇を示した後、概ね緩やかな温度低下を示しています。中心温度は、鍛造時の加工発熱による温度上昇が、冷却による温度低下を上回るため、30℃程度の温度上昇(ΔT)となりました。
4.酸化スケールとどう付き合うか?-表面品質とコスト
不適切な温度管理の結果として生じる問題のうち、特に重要なのが酸化スケールの問題です。ステンレス鋼を高温(通常800℃以上)に加熱すると、材料表面が酸素と反応し、酸化物の皮膜(スケール)を生成します。
熱間鍛造では避けられない現象ですが、温度が高すぎる、あるいは加熱時間が長すぎると、スケールは厚く、硬く成長します。
この酸化スケールは、製品の寸法精度や表面粗さに悪影響を与えるだけでなく、鍛造中に金型と材料の間に入り込むと、金型を摩耗させたり、製品表面に食い込んで欠陥となったりします。スケールは後工程で除去(ショットブラスト、酸洗など)することが可能ですが、時間とコストがかかります。適切な温度管理により、スケールの生成を最小限に抑えることが可能です。
材料が適切な鍛造温度範囲にあるかどうか、そしてその温度がプロセス全体でどのように維持・管理されているかが非常に重要です。
5.最適な温度管理のための加熱設備の選択
ステンレス鍛造において「温度管理」は、製品の最終的な品質、性能、そしてコストを左右する、最も重要な工程要素のひとつです。いかに適切な温度で、いかにムラなく、そして安定的に加熱できるかが、鍛造プロセス全体の成否を決定づけます。
川上鉄工所では、製品のサイズ、ロットの規模、要求される温度精度や立ち上がり時間といった条件に応じて、以下の3種類の加熱設備を使い分けることで、、鍛造プロセスに最適な温度制御を実現しています。
① インダクションヒーター(ウチノ製:公式サイトはこちら)
インダクションヒーターは、電磁誘導を利用して金属を加熱する装置であり、非接触で内部から効率的に加熱できるのが最大の特徴です。コイルに高周波電流を流すと、その周囲に変動する磁場が生じます。この磁場が金属材料に貫通すると、材料内部に「渦電流(誘導電流)」が発生し、その電流が持つ抵抗によって材料自体が内部から発熱します。
この仕組みにより、必要な部位を短時間で加熱することができ、エネルギー効率が高く、加熱時間の短縮や省電力にもつながります。また、周波数を調整することで加熱深さや温度立ち上がり特性を変えることができるため、鋼やステンレスといった異なる材質にも柔軟に対応可能です。
ただし、加熱コイルと材料の外径の差(いわゆる「エアギャップ」)が大きい場合には、磁場の効率的な伝達が妨げられ、加熱効率が低下するリスクがあります。そのため、材料径に対して可能な限り材料径に近いコイルが求められます。
✅ インダクションヒーター 設備スペック一覧
| 定格出力 | 対応鋼種 | 対応材料径 |
|---|---|---|
| 750kW | 鋼・ステンレス全般 | Φ75~120 mm |
| 700kW | 鋼・ステンレス全般 | Φ60~120 mm |
| 450kW | 鋼・ステンレス全般 | Φ35~60 mm |
②・③ 加熱設備の比較表(重油式バッチ炉/電気炉)
| 項目 | 重油式バッチ炉 | 電気炉 |
|---|---|---|
| 主な用途 | 中ロット対応、大型素材向け | 少量・多品種対応、試作・精密部品向け |
| 対応鋼種・ 形状・寸法 |
鋼・ステンレス全般、〜700mm長まで 丸棒・板材対応(20kgを超えない範囲であれば、材料径に制限ありません) |
小物素材中心、〜500mm長まで 丸棒・板材対応(10kgを超えない範囲であれば、材料径に制限ありません) |
| 投入重量 | 最大20kg ※バー材を適切な長さに切断した1個あたりの重量 |
最大10kg ※バー材を適切な長さに切断した1個あたりの重量 |
| 特徴 | 高温対応、安定した加熱性能。製品サイズやロットに応じた柔軟性あり。 | コンパクトで精密制御が可能。試作や多品種少量対応に適している。 |
| お問合せ・ご依頼はこちら → |
6.用語集|ステンレス熱間鍛造と温度管理に関するキーワード解説
| 用語 | 解説 |
|---|---|
| 熱間鍛造 | 金属を再結晶温度以上に加熱し、塑性変形させる鍛造方法。加工硬化の影響を抑えながら成形できるメリットがある。 |
| 焼き付き | 加熱された材料が金型と摩擦し、表面が溶着して荒れる現象。金型損傷や表面欠陥の原因となる。 |
| オーバーヒート | 加熱温度が適正温度を超えること。結晶粒の粗大化、結晶粒界の酸化により強度が著しく低下する。 |
| スケール(酸化皮膜) | 高温加熱により材料表面に生成される酸化物の膜。厚すぎると外観不良(肌荒れ)の原因となる。 |
| 温度ムラ | 素材内部で発生する加熱温度のばらつき。変形不均一や内部応力、品質不良の要因になる。 |
| ポカヨケ | ミスを未然に防ぐ機械的な仕組み。鍛造現場ではオーバーヒート材の流出防止などに用いられる。 |
| 加熱温度域 | 材料ごとに設定される適切な加熱温度の範囲。これを逸脱すると鍛造性や品質に悪影響を及ぼす。 |
| フェライト系ステンレス | クロムを主成分とした磁性のあるステンレス鋼。耐食性に優れ、比較的加工しやすい。 |
| オーステナイト系ステンレス | ニッケルを含む非磁性ステンレス鋼。成形性に優れるが、温度管理の難易度が高い。 |
